当ページでは弊社のノッチ加工機の特長や選定ポイントについてお伝えします。また規格の解説を含むサイドカット機能の必要性と、No.189-PNノッチ加工機(手動タイプ)・No.189-PNCAノッチ加工機(自動タイプ)の仕様の違いをまとめました。装置選定に是非お役立てください。
ノッチ加工機No.189-PN・No.189-PNCAの違いと選定ポイント
| 製品タイプ | No.189-PNCA | No.189-PN |
|---|---|---|
| 外観 |  |  |
| 加工精度 | ・ノッチ深さ設定:自動のため再現性が極めて高い。 ・ノッチ刃の回転速度、サイドカッターの回転速度、試料クランプの送り速度が全て任意設定のため、お客様の試料ごとに最適な加工条件を設定可能。かつ試験条件の登録・呼び出しが可能なので、誰でも簡単に最適な加工条件を再現することができます。 | ・ノッチ深さ設定:目視及び手動ハンドル操作ため、ノッチ深さを 頻繁に変更する場合や、多段カットをする場合は自動機ほどの再現性を出すのは難しい。 ・刃の回転速度は固定、かつハンドルを手回しで試料クランプを送るため人的誤差があり、常に一定の送り速度を再現することは難しい。 |
| 作業効率 | ・試料クランプ:最大20本同時加工。 ・ノッチ加工は多段カットが自動で可能。 | ・試料クランプ:最大10本同時加工。 ・ノッチ加工は多段で可能だが、都度手動で操作必要。 |
| 材料の特質 | 汎用樹脂はもちろん、CFRPやGFRPにも対応実績あり。 | 汎用樹脂であれば問題なし。 |
| サイドカット | あり ※短冊試験片の加工について下部参照 | なし |
| おすすめユーザー | 加工頻度が多く、複数品種の加工を必要とする。またJIS規格だけでなくASTM規格のノッチ加工も実施する。 汎用性樹脂だけでなく、フィラー等を含む機能性樹脂の加工を必要とする。 | 加工頻度が少なく、品種も限定的。基本的にJIS、もしくはASTMのいずれかしか実施しない。樹脂は汎用性樹脂がメイン。 |
説明動画
【JIS規格解説】短冊試験片の切り出し加工を推奨する理由
規格番号:JIS K7111-1:2012
JIS K7111-1:2012はシャルピー衝撃試験の規格ですが、その中には、“タイプ1 試験片*については、JIS K7139に規定するタイプAの多目的試験片から切削加工する“との記載があります。
(*タイプ1試験片は80mm × 10mm × 4mmの短冊試験片にノッチを入れたものです)
規格番号 JIS K7139:2009
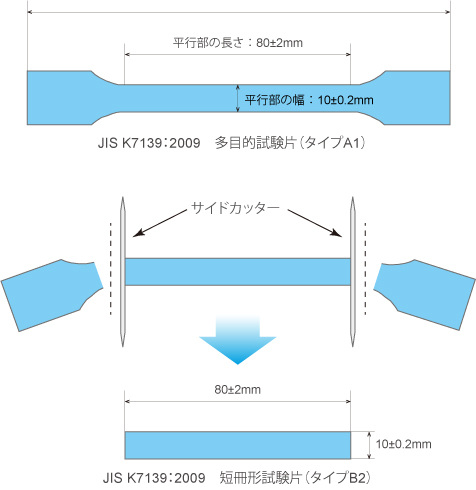
JIS K7139:2009はプラスチックの試験片に関する規格ですが、4.1 項、「試験片のタイプ」箇所に、”試験にはタイプA1試験片及び、タイプA1試験片の中央の平行部から得る短冊形試験片(タイプB2試験片)を用いることが望ましい。”という内容の記載があり、
特に注記箇所には、”直接成形の短冊形試験片を用いる場合と、多目的試験片の平行部から切り出した短冊形試験片を用いる場合との試験結果が異なる場合があることから、JIS K 7140-1では、多目的試験片から切り出した試験片を用いることを推奨している”という記載があります。
規格番号 JIS K7140-1:2008
K 7140-1:2008は試験片の成形に関する規格です。ここでは、80mm × 10mm × 4mmの短冊試験片については、”標準ISO 短冊試験片は、タイプA1試験片を直接成形し、その中央部をカットして得ることを推奨する“としています。
規格番号 JIS K6921-2:2018
さらに、ISO / JIS規格では、材料毎に試験片の作成方法を規定していますが、PP材料においては、JIS K6921-2:2018がこれに該当し、こちらの規格にも、直接成形した試験片(タイプB1)より、中央部を切り出した試験片(タイプB2)の方が、試験結果の精度がよく、タイプB2試験片を用いることが望ましいと記載があります。
以上のことから、樹脂メーカー業界では、短冊試験機片については、直接成形よりも、多目的試験片から中央部を切り出す方法を採用するケースが多く、規格への対応を考えればNo.189-PNCA ノッチ加工機のサイドカット付きの仕様のご検討を弊社では推奨しております。